A large metropolitan water district and contract construction company came to MRD with the design challenge of sealing a board-formed concrete tunnel against 700 feet of water head pressure. As is always the case, safety was paramount. Design life goal requirements were for over 20 years and the isolated installation location required MRD, Inc. to work with saturation divers and R.O.V. operators.
Together with the customer's engineers and subcontractors, MRD offered a feasible design and installation procedure to meet their needs.
2,500,000 POUNDS
Restraint was to be provided utilizing anchor channels that were required to handle over 2.5 million pounds of thrust — permanently.
Failure was not an option as once again, several years of construction and the primary water source of a large city hinged on the ability of MRD to provide a working solution.
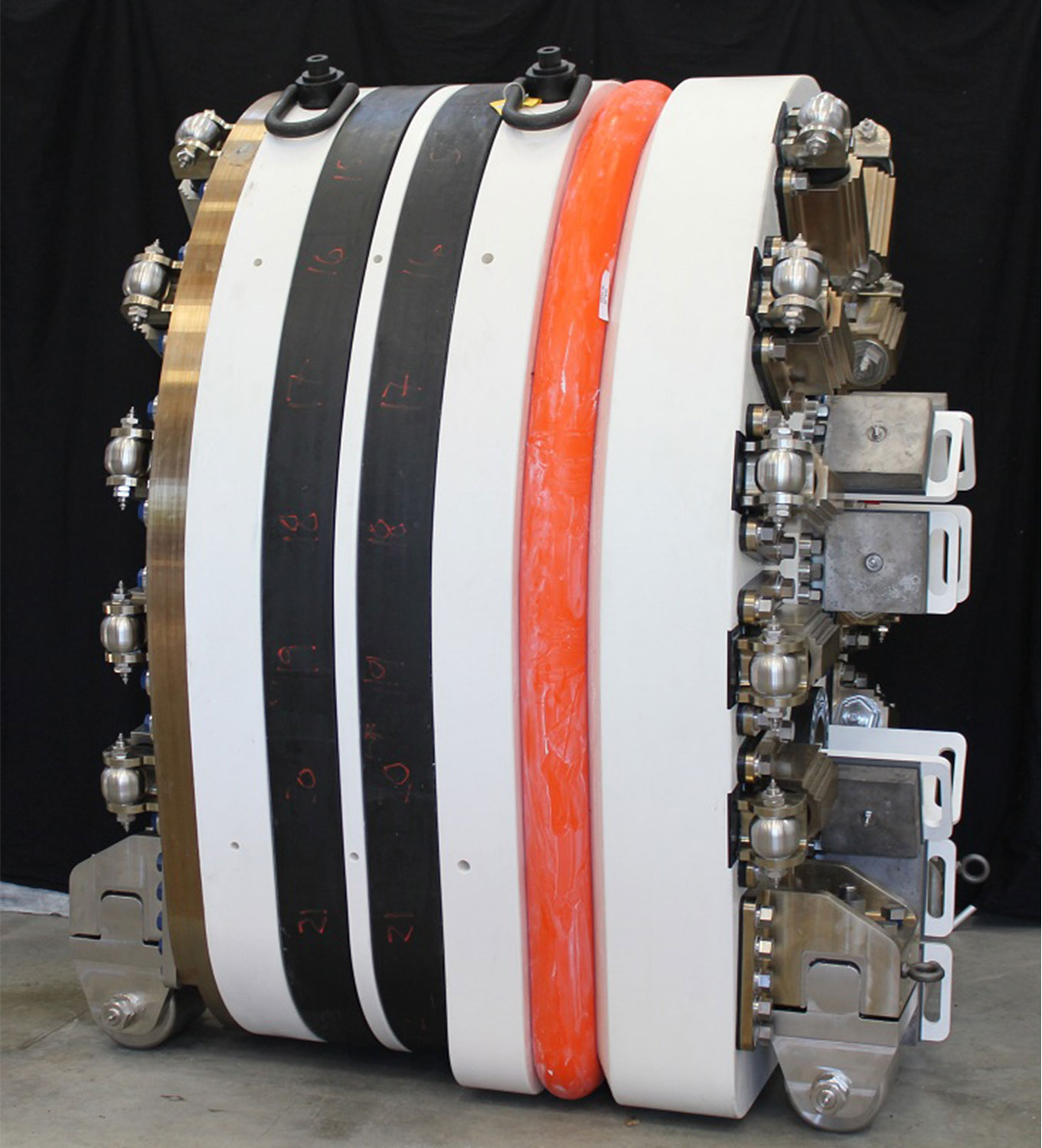
MRD proceeded to provide initial product specifications, CAD drawings, and test procedures to fabricate and build prototypes for concept trials. The primary project parameter was for the redundant sealing and restraint which required MRD to provide multiple inflatable seals and a mechanically actuated seal. Restraint was to be provided utilizing anchor channels that were required to handle over 2.5 million lbs of thrust permanently.
THE SOLUTION
Stringent material selection requirements, particularly with the seal elastomers, drove MRD to perform substantial pressure decay and stress relaxation testing of all seals over months of use. Special prototyping fixtures and loads cells were utilized for monitoring these traits real time for later analysis. Subsequently, data for prototyping was analyzed for recommendations on the final design layout.
All parts and subassemblies (including elastomers, fasteners, bulkhead component interactions under various load cases) utilizing high end FEA study and additional prototype testing. Specialized coatings, anodes, and materials to prolong life and avoid galling were taken into account on each of the thousands of individual parts. 100% inspection was performed on each and every part and coating.
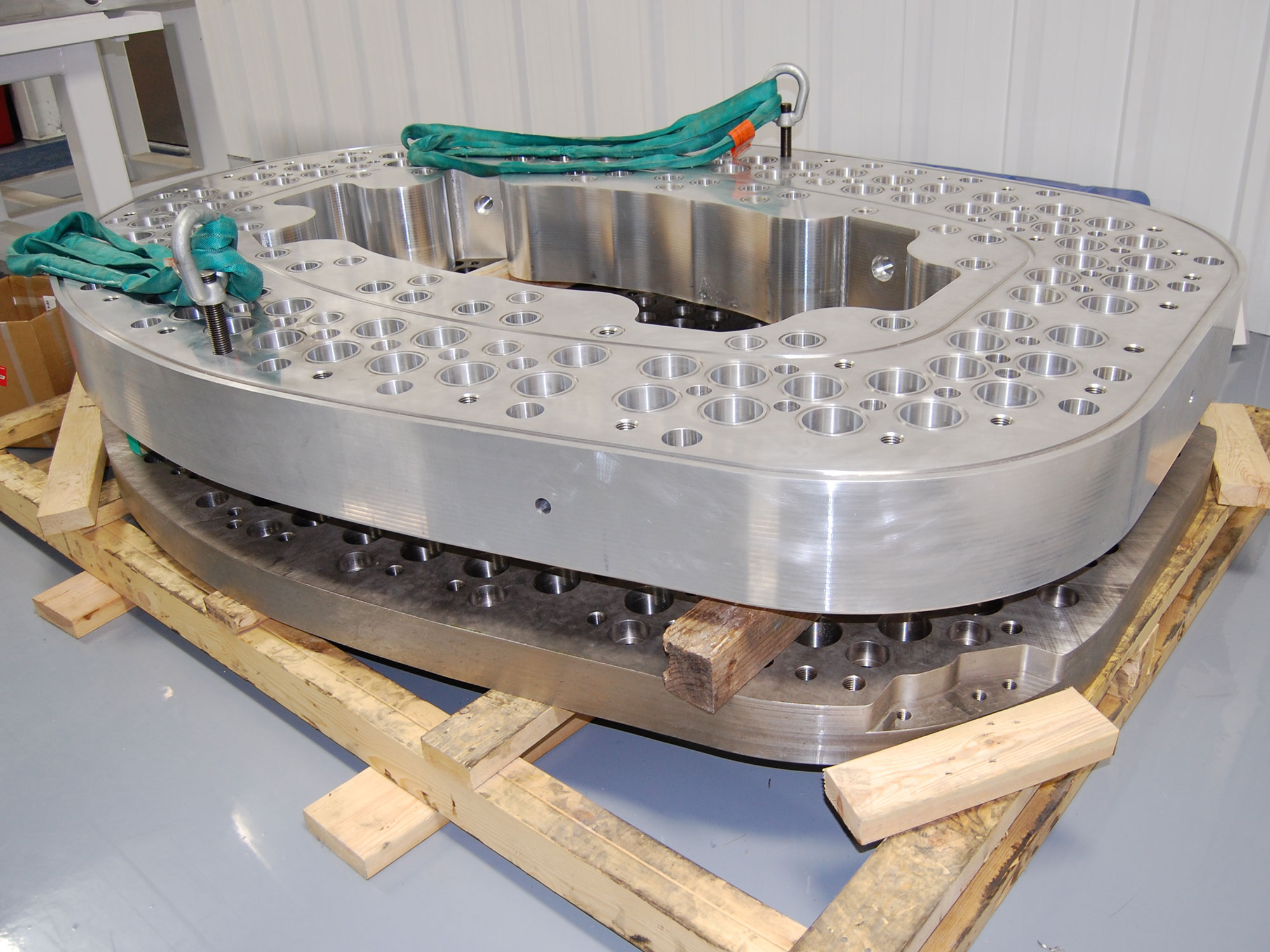
All plates and penetrations required bore seal clearances and locations. Special care was taken to machine and fabricate parts in special temperature controlled atmospheres to allow for accurate alignment even when hundreds of penetrations were installed simultaneously.
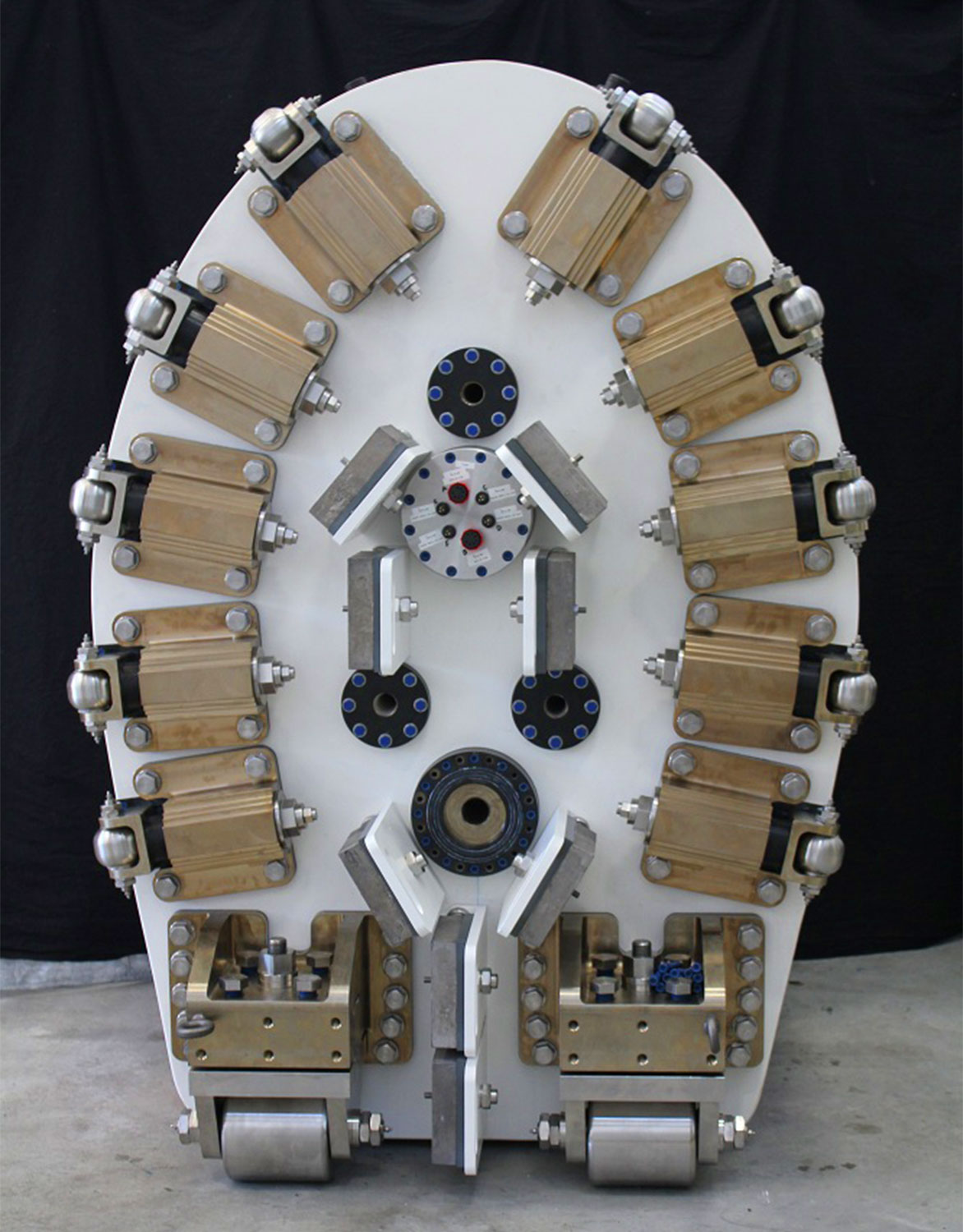
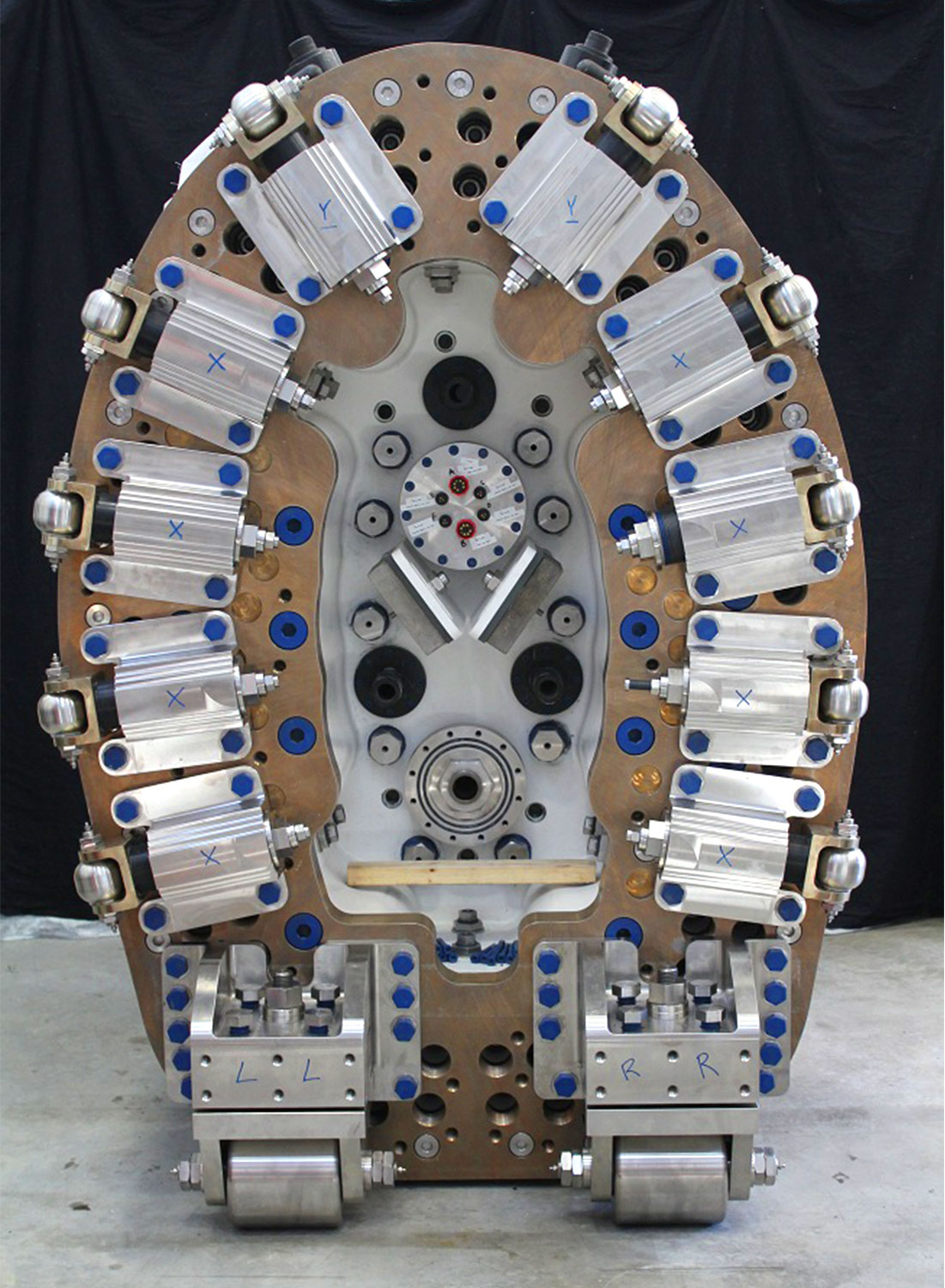
Assembled bulkhead rear view showing rollers, anode blocks, and thru penetrations for cameras, lights, and water quality monitoring.
After testing, MRD assisted in commissioning and aided in diver training at the customer storage facility. MRD also provided active field engineering support and training during the successful installation of the bulkhead.
Front view of bulkhead detailing rollers and main adjustable wheels. This is the side of the bulkhead that all installation work was performed upon.
Due to the remoteness of the installation (700 feet underwater), all installation techniques were meticulously defined and tested prior to product deployment. Adjustable rollers were provided to guide the bulkhead 70′ into the elliptical tunnel without binding from the bulkhead.
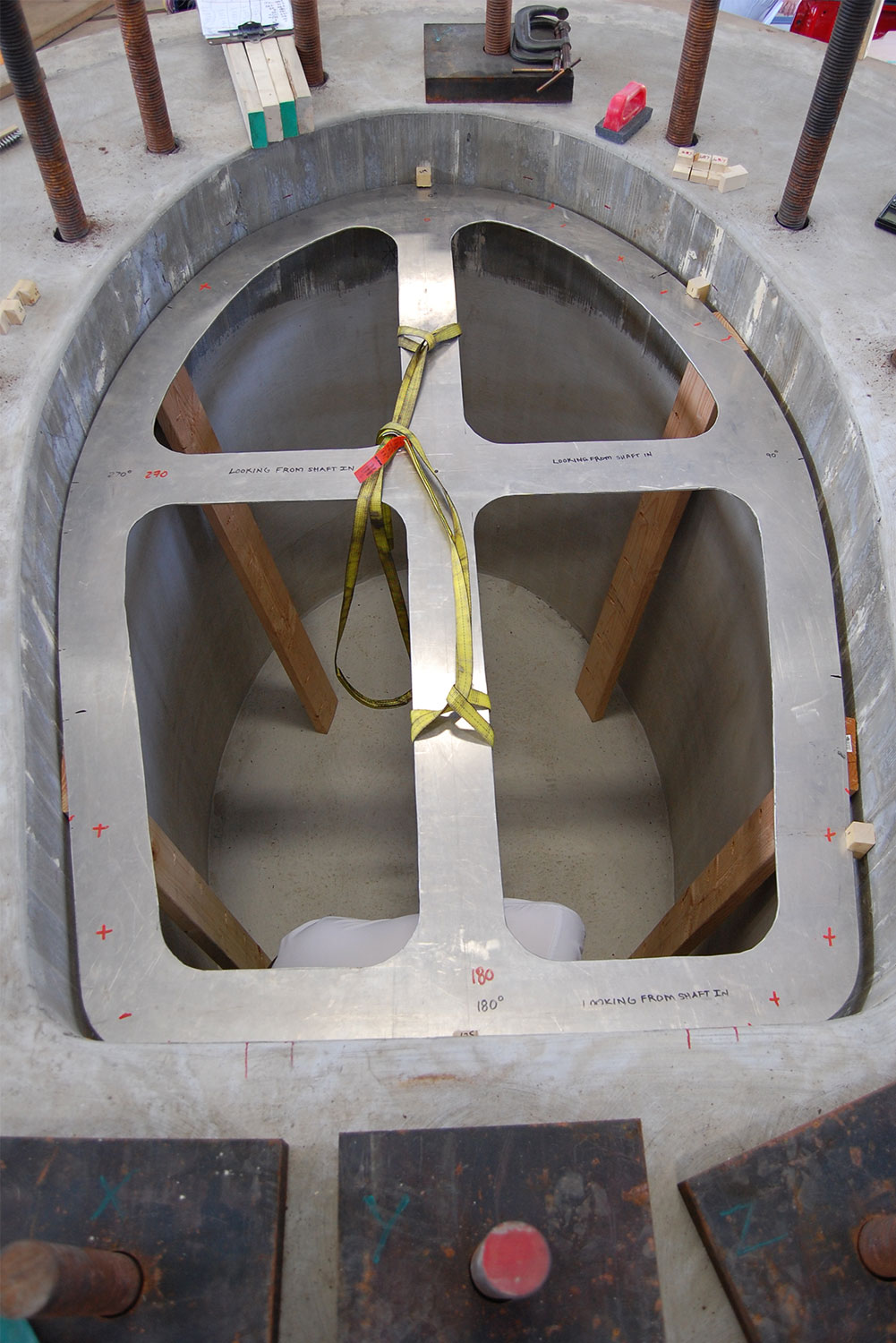
Prior to shipment and commissioning, the customer required several months of proof testing. MRD fabricated a large post-tensioned concrete pressure vessel to test the sealing characteristics of each seal and the structural components of the bulkhead itself. Testing up to 600 PSIG was performed over this time on the 5′ x 7′ bulkhead against board-formed concrete surface to great success!
For more information on our custom solutions, or to request a quote from one of our knowledgeable team members, reach out today.
Have Specific Requirements?
We specialize in custom solutions! Take a look at a few of our proven custom solutions or let us know your requirements. Our engineers and production staff are equipped to travel around the world at a moment’s notice to assist you with your needs!

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}